
 Мастерская Rubner располагается в Германии, в городе Адорф района Фогтланд, известного всему миру как исторический центр производства музыкальных инструментов.
Мастерская Rubner располагается в Германии, в городе Адорф района Фогтланд, известного всему миру как исторический центр производства музыкальных инструментов.
В мастерской производятся оркестровые и сольные модели контрабасов. Все этапы производства этих инструментов осуществляются вручную, струны и необходимая фурнитура поставляются только избранными поставщиками. Изготовление каждого инструмента занимает от 3 до 5 месяцев, в зависимости от модели, а также от количества заказов.
Производство контрабасов осуществляется, в основном, в размерах 4/4 и 3/4, но возможно производство инструментов и меньшего размера. В каталоге представлены модели скрипичной формы, формы Да Гамба, Бузетто и Монтагнана, в 4-х струнном и 5-ти струнном вариантах исполнения. Лакировка и цвет покрытия контрабаса варьируются и зависят от индивидуальных предпочтений клиента. Каждый инструмент обладает фирменным клеймом и серийным номером, который является уникальным.
 Самыми важными аспектами на начальном этапе производства являются правильный выбор дерева и его последующее хранение. В среднем, в зависимости от своего первоначального качества, дерево хранится от 10 до 12 лет до начала производства.
Самыми важными аспектами на начальном этапе производства являются правильный выбор дерева и его последующее хранение. В среднем, в зависимости от своего первоначального качества, дерево хранится от 10 до 12 лет до начала производства.
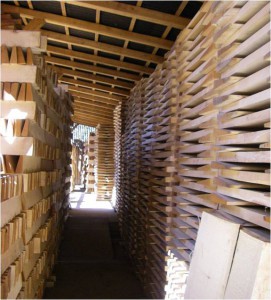
Склад мастерской Rubner является одним из крупнейших складов для хранения дерева мире. Примерная стоимость хранящегося там сырья составляет 1 миллион Евро.
На протяжении 3-4 лет дерево хранится под специальным навесом на открытом воздухе, затем 5 лет в закрытом помещении и, наконец, в течение 1- го года в мастерской для адаптации к необходимым условиям влажности и температуры.
 Большую роль играет ручная обработка каждой детали инструмента. Многие из них производятся по индивидуальным спецификациям.
Большую роль играет ручная обработка каждой детали инструмента. Многие из них производятся по индивидуальным спецификациям.
Секрет исключительного звучания заключается в правильной обработке отдельных частей будущего инструмента. Правильность обработки целиком и полностью зависит от опыта мастеров, оценивающих качество и специфику дерева используемого для производства.
Первые контуры деталей обрабатываются долотом. Когда пройден этап грубой подготовительной работы, начинается формирование внутренних контуров с помощью различных арочных рубанков.
 На каждом этапе процесса обработки дек производятся соответствующие измерения, что и отличает произведенные вручную верхние или нижние деки от дек фабричного производства. Размеры каждой части дек и других деталей определяется индивидуально. После обработки арочными рубанками происходит подготовка поверхности к лакировке. Этот процесс осуществляется при помощи специальных скребков различных форм. Эти инструменты срезают тонкий слой волокон, не деформируя их, как это происходит при использовании наждачной бумаги. Использование наждачной бумаги полностью исключено.
На каждом этапе процесса обработки дек производятся соответствующие измерения, что и отличает произведенные вручную верхние или нижние деки от дек фабричного производства. Размеры каждой части дек и других деталей определяется индивидуально. После обработки арочными рубанками происходит подготовка поверхности к лакировке. Этот процесс осуществляется при помощи специальных скребков различных форм. Эти инструменты срезают тонкий слой волокон, не деформируя их, как это происходит при использовании наждачной бумаги. Использование наждачной бумаги полностью исключено.

Все этапы производства (производство и обработка деталей, склеивание, лакировка, установка фурнитуры и струн) осуществляются с определенным интервалом. Сушка инструмента после процесса лакировки осуществляется в специальном помещении, при соблюдении необходимого уровня температуры и влажности.
Каждый контрабас производится по индивидуальному заказу клиента. Разнообразие предпочтений клиентов относительно размеров, форм, мензур, количества струн, моделей колковой механики, не позволяет осуществлять производство для складского хранения, именно поэтому каждый инструмент производится только после подтверждения заказа. В зависимости от спецификации модели и загруженности мастерской, производство может длиться до 5 месяцев.
Компания предоставляет двухлетнюю гарантию на все свои инструменты. Сервисное обслуживание осуществляется на территории клиента.
Мастерская также осуществляет работы по ремонту контрабасов других производителей и реставрации исторических инструментов.